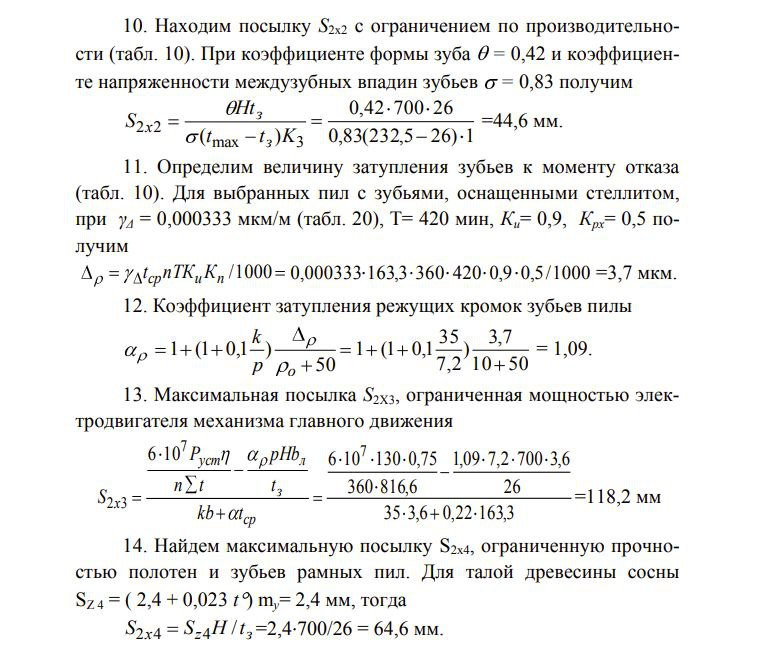









В очередной раз гальванизируем тему псевдонаучного пиления и вспомним, что теория без практики мертва
Поэтому для закрепления материала возьмем задачу от менеджера Василия
"Звонит (не звонит, а звонит - прим перев.) мне на прошлой неделе клиент и говорит, мол, мы у вас недавно пилы брали, а они неправильно работают. То есть, вообще не работают, их выгибает. Давайте такие же, только потолще.
В общем, как у Корнея Чуковского: "Ах, те, что ты выслал на прошлой неделе, мы давно уже съели"
А, говорю, я знаю эту схему: "Если пилу толщиной 4 мм выгнуло тарелкой, давайте возьмем 10 мм - должно помочь".
Но ведь не спасет, ее точно так же загнет.
Причина не в том, что пилы тонкие, а в том, что они перегреваются.
- Вы, говорю, на сколько скорость подачи поднимаете?
- Ни на сколько, отвечают, не поднимаем. Там 15 метров в минуту с завода.
- В смысле??? Совсем не меняется?
- Нет.
Поехал посмотреть на саму машину, а там простой советский..."
Задача
Дано:
Кромкообрезной многопильный станок "Алтайлестехмаш" КС-500
До 8 пил на валу, 4500 оборотов, 15 метров в минуту
Предприятие пилит доску 25 мм (2,5 см)
Вопрос: почему там регулярно горят две пилы 200х50 z16+2?
Решение:
Считаем удельную мощность: 2*2,5*0,8 = 4 кВт
Считаем скорость резания: 3,14*200*4500/60000 = 47,1 м/с
Считаем подачу на зуб: 15*1000/4500*16 = 0,2 мм/зуб
Выводы:
👉Двигатель легко вывозит 2 пилы, работающие на 25 доске
👉Скорость резания для этих пил маловата, но ок
👉Подача на зуб ниже рекомендуемой, соответственно, пилы перегреваются
✅Нужно либо меньше зубов, либо увеличивать подачу, но она на этом станке фиксированная
Василий:
"Заказчик посмотрел на эти расчеты и говорит, понимаю, мол, почему станок без пил пришел. Потому что их в природе нет.
А на следующий день позвонил и сказал, что его ребята с пил напайки отрывают, через один зуб.
Должно помочь"
#режущийинструмент #пиление #пилорама